




商品金型
コモディティモールドとは
コモディティ モールド (コモディティ プラスチック モールドとも呼ばれる) は、コモディティ アイテムと見なされるプラスチック部品の製造に使用される射出成形ツールの一種です。これらは通常、需要が高く、標準化されたデザインを持つ大量生産製品であり、日常の消費財によく使用されます。
商品金型のハイライト
コモディティ金型は効率性とコスト効率を重視して設計されており、1 個あたりのコストを低く抑えながら、一貫した品質の部品を大量に生産することを目的としています。これらは、包装、家庭用品、キッチン用品、家庭用電化製品、輸送などの業界でよく使用されます。コモディティ金型を使用して製造される製品の例としては、容器、バケツ、カップ、皿、木枠、洗面器、家具、さまざまな家庭用品などがあります。
汎用金型の設計と構築では、迅速な生産サイクル、耐久性、メンテナンスの容易さなどの要素が優先されます。生産量とコストの考慮に応じて、硬化鋼などの材料が使用されることもあります。さらに、汎用金型は大量生産の需要を満たすために、高速射出成形プロセス用に設計されることがよくあります。











当社を選ぶ理由
ワンストップソリューション
金型業界での豊富な経験を活かし、製品設計、金型製造から最終生産までワンストップサービスを提供しています。
費用対効果
当社は、品質を犠牲にすることなく競争力のある価格を提供し、お客様の投資に見合う価値を提供するよう努めています。
革新
当社のチームは、金型製造における最新の技術と技法を常に把握しており、成形生産プロセスを強化する革新的なソリューションを提供しています。
納期について
当社は納期を守ることの重要性を理解しています。当社の効率的なプロセスにより、金型を納期どおりに納品し、生産スケジュールを順調に進めることができます。

プラスチック容器の金型
現在、市場にはさまざまなプラスチック ボックスの金型があり、プラスチック ボックスの種類には、収納ボックス、薄いプラスチック製のファーストフード ボックス、電子レンジ用プラスチック ボックスなどがあります。ほとんどのプラスチック ボックスは、食品グレードの耐高温 PP、PE 素材などで作られています。
プラスチックバケツ型
バケツ型は通常、高品質の原材料と最先端の技術を使用して製造され、顧客の特定の要件に応じてさまざまなデザイン、形状、サイズで利用できます。ペイントバケツは、100 ml、500 ml、1リットル、1ガロン、5リットル、10リットルなど、ハンドル付きの50 mlから20Lの型で製造されています。
木枠型
当社は、果物用木枠、野菜用木枠、ボトル用木枠、パン用木枠、薄壁用木枠、折りたたみ式木枠などの木枠金型を製造しています。すべてのお客様は、長寿命で高速な木枠金型を求めています。当社では通常、サイクル時間を短縮するためにスライダーにベリリウム銅を追加します。
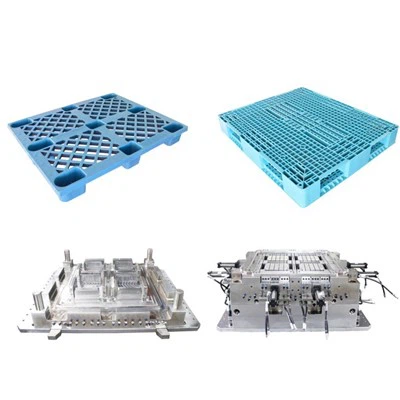
パレット型
片面パレット金型、両面パレット金型、双方向パレット金型、四方向パレット金型など。
ゴミ箱の型
家庭用ゴミ箱の金型、医療用ゴミ箱の金型、工業用ゴミ箱の金型を設計・製造できます。金型のコアとキャビティには、DIN1.2344 鋼と銅ベリリウムが使用されています。ベリリウム銅を使用すると、冷却時間が短縮され、生産性が 30-40% 向上します。
プラスチック金型工場に日用品の金型製作を依頼する場合、標準金型を選択するか、カスタム金型オプションを選択して、色、サイズ、外観が標準金型とは異なる日用品を開発することができます。繰り返しになりますが、金型メーカーに依頼する際には、2 つの重要な要素を明確にしておく必要があります。
●製品の使用目的。これにより、作成する必要がある金型の種類が決まります。これは、目的が熱硬化性プラスチックの種類と、そのプラスチックを使用して最終製品を完成させるための適切な金型の種類を決定するのに役立つためです。
●金型を使用して生産する予定の製品のユニット数。金型を使用して生産されるユニット数によって、製造する必要がある金型の種類が決まるため、これも重要な要素です。これは、コスト効率の高い金型と耐久性のある金型を取得するために重要です。

商品型の主な構成要素は何ですか
商品金型の主な構成要素は次のとおりです。
空洞
キャビティは、製品の外形を形成する金型の部分です。
芯
コアとは、製品の内部形状を形成する金型の部分です。
スプルー
スプルーは、溶融プラスチックを金型に導入するための通路です。
ランナー
ランナーは、溶融プラスチックをスプルーから個々のキャビティに分配するチャネルです。
ゲート
ゲートは、溶融プラスチックがキャビティに入る開口部です。
エジェクタピン
エジェクタピンは、成形後に固化した製品を金型から押し出すために使用されます。
冷却チャネル
金型には冷却チャネルが組み込まれており、プラスチックが均一に適切な速度で冷却され固まるようにします。
アライメントピン
アライメント ピンは、射出プロセスの前と最中に金型の 2 つの半分が適切に位置合わせされていることを確認するために使用されます。
換気システム
ベント システムにより、射出プロセス中に金型から空気が排出され、プラスチックが金型に完全に均一に充填されることが保証されます。
商品の金型を作るのに通常使用される材料は何ですか
鋼鉄
鋼は、その優れた強度と耐久性から、汎用金型の材料として広く使用されています。一般的な鋼の種類には、P20、718、H13 などがあります。P20 は、優れた靭性と機械加工性を備えた低合金工具鋼です。718 は、高硬度と耐摩耗性を備えたプリハードン鋼で、大量生産に適しています。H13 は、耐熱性が高く、熱伝導性に優れていることで知られる熱間加工工具鋼です。
アルミニウム
アルミニウムは、特に少量生産やラピッドプロトタイピング用の汎用金型によく使用される素材です。軽量で熱伝導性に優れ、冷却サイクルを高速化できます。ただし、アルミニウムは鋼鉄ほど耐久性が高くなく、耐えられるサイクル数に制限がある場合があります。
銅合金
ベリリウム銅などの銅合金は、高い熱伝導性が求められる汎用金型に使用されることがあります。これらの合金は、射出成形プロセスなど、効率的な熱伝達が重要な用途に特に適しています。
ステンレス鋼
ステンレス鋼は耐腐食性に優れていることで知られており、腐食性の材料や環境に接触する金型によく使用されます。寸法安定性に優れ、表面仕上げの要件が高い製品の製造に適しています。
汎用金型で生産できる製品
コモディティ金型は多用途で、幅広い消費者向け製品を生産できます。コモディティ金型を使用して生産できる製品の一般的な例は次のとおりです。
プラスチック容器:商品金型は、食品保存容器、飲料ボトル、化粧品瓶など、さまざまなサイズや形状のプラスチック容器を製造するために頻繁に使用されます。
キャップとクロージャー:コモディティ金型は、スクリューキャップ、フリップトップキャップ、ポンプディスペンサー、スプレーノズルなど、ボトル、ジャー、チューブのキャップやクロージャーの製造に適しています。
家庭用品:バケツ、ハンガー、収納箱、食器など、多くの家庭用品は、市販の金型を使用して効率的に生産できます。
おもちゃとゲーム:商品金型は、プラスチック製のおもちゃ、積み木、パズル、ボードゲームの部品の製造によく使用されます。
電子部品:コネクタ、ケース、カバーなどの特定の電子部品は、汎用金型を使用して製造できます。
自動車部品:内装トリム部品、ノブ、ハンドルなどのシンプルな自動車部品は、汎用金型を使用して製造できます。
医療機器:市販の金型は、注射器部品、バイアル、錠剤オーガナイザーなどの基本的な医療機器の製造に使用できます。
パッケージ構成:ブリスターパック、クラムシェルパッケージ、トレイなど、さまざまなパッケージコンポーネントを、市販の金型を使用して作成できます。
パーソナルケア製品:商品金型は、シャンプーボトル、ローションディスペンサー、歯ブラシ、石鹸入れなどの製品の製造に適しています。
ペット用品:商品金型は、ペット用ボウル、噛むおもちゃ、トイレボックス、その他のプラスチック製ペット用品の製造に使用できます。

素材の開口部:前型材、後型材、インサート材、列位置材、傾斜上面材。
オープニングフレーム:フロントモールドフレーム、リアモールドフレーム。
開口部の厚さ:前側金型キャビティの開口厚さ、後側金型キャビティの開口厚さ、およびパーティングラインの開口厚さ。
銅の男性:フロントモールド銅オス、リアモールド銅オス、パーティングラインクリアアングル銅オス。
ワイヤーカット:パーティングライン、銅製オス、傾斜した上部ピロー位置を挿入します。
コンピューターのゴング:精密ゴングパーティングライン、精密ゴングリアモールドコア。
電気火花:前金型粗、銅オス、オス金型ラインクリアアングル、後金型骨位置、枕位置。
ドリル穴、ピン穴、シンブル。金型の上部の針穴と水路穴の加工ライン位置とライン位置圧力ポール。
斜めトップ、ダブルトップ針、トップ針付き。
●明確な設計と処理タスク
●製品を立体的に造形するPro/e
●金型設計
●金型参考モデル
●収縮率を設定する
●ブランクワークの設計
●パーティング面の設計
●パーティションボリュームブロック
●金型部品の抽出
●鋳型
●オープンモールド
●CNCフライス加工の場合
●ビレットの加工とカッターポイントの決定
●表面溝入れ荒加工ツールパスを計画中、「0.3」を予約
●ワークパラメータ設定
●表面溝入れ荒加工ソリッド加工シミュレーション
●表面溝入れ加工ツールパスの計画、金型加工の定置
●面平行荒加工工具パスの計画
●表面の平行仕上げのためのツールパスを計画する
●表面の輪郭線を仕上げるためのツールパスを計画します。

金型検査プロセス
♂カビの関連情報を理解する:
金型の設計図を入手し、詳細に分析し、金型技術者を招いて金型試作作業に参加してもらうのが最善です。
♂まず、作業台で機械的な調整動作を確認します。
傷、部品の欠落、緩みがないか、金型のスケートボードへの動作が正確かどうか、水路とガス管のジョイントに漏れがないか、金型の開口部が制限されている場合は、金型にもマークを付ける必要があります。金型を吊るす前に上記の操作を行うことができれば、金型を吊るすときに問題が見つかり、金型を分解するときに時間の無駄が発生するという無駄な時間を回避できます。
♂金型の各部の適切な動作を決定する際には、適切な金型射出成形機を選択する必要があり、選択に注意を払う必要があります
(a)注入能力
(b) ガイドバーの幅
(c)最大開口範囲
(d)付属品が揃っているかどうか。問題がないことを確認したら、次は金型を吊り下げます。吊り下げる際は、クランププレートを全てロックして金型を開く前にフックを外さないように注意し、クランププレートが緩んだり壊れたりして金型が落下しないようにします。
金型を設置した後、スケートボード、シンブル、歯の引き抜き構造、リミットスイッチの動作が正しいかどうかなど、金型の各部分の機械的動作を注意深くチェックする必要があります。また、インジェクターノズルとフィードポートの位置が揃っているかどうかにも注意してください。次のステップは、型閉め動作に注意することです。このとき、型閉め圧力を下げ、手動および低速型閉め動作で不規則な動きや異常なノイズがないかどうかに注意してください。
♂金型温度を上げる:
完成品に使用される原材料の性能と金型のサイズに応じて、適切な金型温度制御装置が選択され、金型の温度を生産に必要な温度まで上げます。
金型温度が上昇した後は、鋼材が熱膨張して締め付け現象を起こす可能性があるため、各部品の動作を再度確認する必要があります。そのため、歪みや振動を避けるために各部品の滑りに注意する必要があります。
♂工場で実験計画ルールが実装されていない場合は、単一の条件変更が完成品に与える影響を区別するために、テスト条件を調整するときに一度に調整できる条件は 1 つだけにすることをお勧めします。
♂原材料に応じて、使用する原材料本来の焼き加減を適度にしてください。
♂テスト金型と今後の量産には可能な限り同じ原材料を使用します。
♂金型を副資材で完全にテストしないでください。色の要求がある場合は、一緒に色テストを手配できます。
♂内部応力などの問題は二次加工によく影響するため、二次加工後に金型をゆっくり閉じて完成品の安定性をテストし、閉じる圧力を調整し、数回動作させて金型圧力の不均一性があるかどうかを確認し、完成品のバリや金型の変形を防ぐ必要があります。
上記の手順を確認した後、閉じ速度と閉じ圧力を下げ、安全バックルと排出ストロークを設定し、通常の閉じ速度と閉じ速度を調整します。最大ストロークのリミットスイッチが関与している場合は、型開きストロークを少し短く調整し、最大型開きストロークの前に高速型開き動作を遮断する必要があります。これは、金型の全開きストローク中、高速動作ストロークが低速動作ストロークよりも長いためです。プラスチック機械の機械式エジェクタロッドも、フルスピード型開き動作後に調整する必要があります。これにより、シンブルプレートまたはストリッピングプレートの変形を回避できます。
最初の金型注入を行う前に、次の点を再度確認してください。
(a)給餌移動が長すぎるか、不十分であるか。
(b) 圧力が高すぎるか低すぎるか。
(c)充填速度が速すぎるか遅すぎるか。
(d)加工サイクルが長すぎたり短すぎたりしていないか。完成品のショートショット、破損、変形、未加工エッジ、さらには金型の損傷を防ぎます。